Đúc khuôn là một quy trình quan trọng được ứng dụng trong nhiều ngành công nghiệp khác nhau. Một thành phần thiết yếu của quy trình đúc khuôn là khuôn đúc. Hình dạng và đặc điểm của khuôn ảnh hưởng đến các đặc tính của sản phẩm cuối cùng.
Do đó, việc hiểu rõ thiết kế khuôn đúc là rất cần thiết. Điều này sẽ giúp bạn thiết kế và lựa chọn khuôn phù hợp cho các dự án đúc của mình. Hơn nữa, bạn có thể chắc chắn rằng sản phẩm cuối cùng sẽ đáp ứng các yêu cầu sản xuất đặc thù.
Bài viết này sẽ cung cấp cho bạn cái nhìn tổng quan chi tiết về các loại khuôn đúc áp lực khác nhau. Bạn cũng sẽ học cách thiết kế khuôn và các yếu tố cần xem xét khi chế tạo khuôn đúc áp lực.
Tại sao khuôn đúc lại quan trọng đối với quá trình đúc khuôn?
Thiết kế khuôn đúc đóng vai trò quan trọng trong hình dạng của chi tiết. Ngoài ra, nó còn ảnh hưởng đến chất lượng, tính đồng nhất và cấu hình của các bộ phận được tạo ra từ quá trình đúc khuôn.

Thông số kỹ thuật sai có thể dẫn đến ăn mòn vật liệu hoặc dụng cụ. Tuy nhiên, thiết kế khuôn đúng cách có thể giúp tăng tốc độ và hiệu quả sản xuất. Cuối cùng, chất lượng cấu trúc khuôn sẽ quyết định liệu quá trình sản xuất có diễn ra suôn sẻ và sản phẩm đúc có đạt chất lượng tốt nhất hay không.
Hơn nữa, thiết kế khuôn đúc phản ánh cơ bản các yếu tố khác nhau có thể xảy ra trong quá trình sản xuất. Do đó, bạn phải phân tích cấu trúc của vật đúc trong quá trình thiết kế. Điều cần thiết nữa là phải nắm vững các điều kiện mài dũa, thiết lập các thông số quy trình quan trọng và xem xét các tác động kinh tế khác. Điều này sẽ đảm bảo rằng các khuôn đúc đáp ứng được các yêu cầu sản xuất thiết yếu.
Các bộ phận khuôn đúc áp lực
Để hiểu về khuôn đúc áp lực, điều đầu tiên cần làm là nắm vững cấu trúc của khuôn. Các thành phần thiết yếu của khuôn đúc áp lực bao gồm:
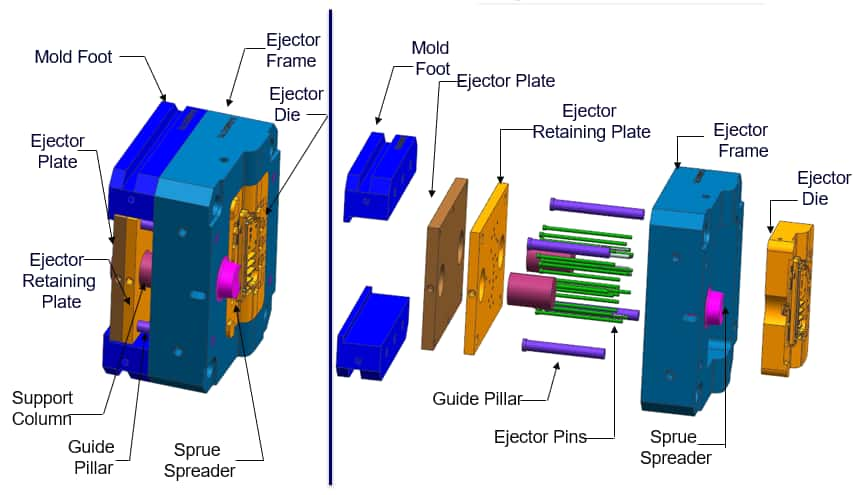
• Hệ thống đúc
Cấu tạo này bao gồm khoang khuôn, lõi, các chi tiết chèn, thanh trượt và chốt chèn. Khoang khuôn đúc quyết định hình dạng của vật đúc khi lõi di chuyển khép lại.
• Hệ thống đế khuôn
Các thành phần chính của hệ thống đế khuôn đúc áp lực là các tấm và khung thép. Hệ thống này kết hợp các bộ phận khác nhau của khuôn và cho phép lắp đặt khuôn trên máy đúc áp lực.
• Hệ thống phóng
Hệ thống này có chức năng đẩy các chi tiết ra khỏi khuôn. Các chi tiết này bao gồm các chi tiết bị đẩy ra, các chi tiết được trả lại và các chi tiết dẫn hướng.
· Hệ thống Runner
Hệ thống dẫn kim loại kết nối chi tiết đúc khuôn và buồng áp suất. Nhờ đó, nó dẫn vật liệu kim loại vào khoang khuôn theo một hướng cụ thể. Hệ thống này ảnh hưởng trực tiếp đến áp suất và tốc độ của kim loại nóng chảy. Các thành phần của hệ thống dẫn kim loại bao gồm: ống dẫn chính, ống dẫn phụ, cửa rót trong, v.v.
· Hệ thống tràn
Kênh này giúp loại bỏ không khí khỏi buồng áp suất. Nhìn chung, các thành phần chính là các khe tràn và khe thông hơi. Tuy nhiên, các nhà sản xuất lắp đặt các nút thông hơi trong các khoang sâu để cải thiện điều kiện thông hơi.
· Người khác
Các bộ phận khác của khuôn đúc bao gồm các bộ phận định vị để đặt các chi tiết chính xác vào khuôn. Ngoài ra, còn có các chốt và bu lông dùng để cố định.
Các loại khuôn đúc áp lực
Có nhiều loại khuôn đúc áp lực, và chúng có các chức năng khác nhau tùy thuộc vào yêu cầu. Chúng bao gồm:
Khuôn mẫu thử nghiệm
Đầu tư đáng kể trong đúc khuôn là một khuôn đúc tùy chỉnh đầy đủ tính năng. Do đó, một khuôn mẫu giúp tạo ra khá nhiều sản phẩm đúc để thử nghiệm các bộ phận khác nhau. Các chiến lược tạo mẫu bao gồm đúc trọng lực, gia công bằng máy và các bộ phận in 3D. Tuy nhiên, chúng đều có những sự đánh đổi về tính chất, dung sai và thiết kế.

Việc sử dụng khuôn đúc áp lực cao để tạo mẫu thử sẽ là lựa chọn tốt nhất khi bạn cần cùng loại hợp kim, đặc tính, quy trình và hình dạng như sản phẩm cuối cùng. Khuôn tạo mẫu thử có thể sử dụng thép công cụ đã được tôi cứng trước, không phủ lớp và các bộ phận tiêu chuẩn hóa. Nhờ đó, chúng có thể được sản xuất trong thời gian ngắn và với chi phí thấp hơn.
Không giống như các kỹ thuật sản xuất khác, những khuôn này cũng sử dụng các kỹ thuật đẩy hoặc làm mát kém hiệu quả hơn. Do đó, bạn cần lưu ý rằng dụng cụ sẽ không bền lâu và khuôn sẽ không hiệu quả bằng các phương pháp sản xuất khác. Tuy nhiên, điều này sẽ không thành vấn đề nếu bạn chỉ cần đúc một lượng nhỏ sản phẩm.
Khuôn mẫu chế tạo nhanh
Gia công nhanh đề cập đến các chi tiết và khuôn dập được sản xuất bằng các phương pháp có thời gian thực hiện ngắn hơn so với các phương pháp truyền thống. Trái ngược với gia công thô và xử lý nhiệt, các phương pháp gia công nhanh bao gồm thiêu kết laser chọn lọc, lắng đọng kim loại trực tiếp, tạo hình lưới bằng laser, v.v.
Do đó, bạn có thể kỳ vọng việc tạo ra các khuôn đúc này sẽ nhanh hơn nhiều. Các nhà sản xuất có thể sử dụng các khuôn này làm khuôn mẫu thử nghiệm hoặc khuôn sản xuất hàng loạt. Lựa chọn khả thi nhất sẽ phụ thuộc vào yêu cầu về khối lượng sản xuất.
Khuôn sản xuất
Những khuôn này là loại khuôn đúc phổ biến nhất. Khuôn sản xuất rất cần thiết khi toàn bộ thiết kế đã được hoàn thiện và sẵn sàng để đưa vào sản xuất sản phẩm chính thức.

Chúng ta có thể có:
- Khuôn dập một khoang không có thanh trượt
- Khuôn dập nhiều khoang với nhiều tùy chọn trượt
Vật liệu làm khoang khuôn là thép chất lượng cao, và thường được giữ cố định trong một khối đỡ. Thiết kế của khuôn dập đảm bảo chúng có kích thước chính xác cao. Do đó, bạn có thể chắc chắn rằng chúng đáp ứng được các thông số gia công yêu cầu.
Đơn vị chết
Khuôn đúc đơn vị là một loại khuôn đúc đặc biệt. Bộ giữ khuôn đúc đơn vị giữ cho khuôn đúc đơn vị hoặc khoang khuôn do khách hàng sở hữu được cố định bên trong khoang khuôn. Chúng tôi có thể có bộ giữ khuôn đơn hoặc đôi. Ví dụ điển hình về kích thước của các khối khoang khuôn mà khuôn đúc giữ là 8 x 10, 10 x 12, 12 x 15 và 15 x 18 (tất cả đều tính bằng inch).
Các khuôn dập tiêu chuẩn sử dụng các chi tiết thông dụng dùng cho các linh kiện đơn giản với số lượng sản xuất thấp. Khuôn dập tùy chỉnh hiệu quả hơn đối với các linh kiện có số lượng sản xuất cao và hình dạng phức tạp. Những khuôn dập này được thiết kế riêng cho từng linh kiện, mang lại khả năng kiểm soát và hiệu quả tối đa.
Khuôn cắt
CMW sử dụng khuôn cắt bỏ phần thừa (trim die) cho sản xuất số lượng lớn và các khuôn sản xuất. Khuôn cắt bỏ phần thừa này sẽ loại bỏ phần nhựa thừa, phần chảy tràn và phần nhựa dư ra khỏi chi tiết ngay sau khi quá trình đúc hoàn tất. Một số khuôn cắt bỏ phần thừa cần cơ cấu vận hành bằng thủy lực hoặc cam, trong khi những khuôn khác yêu cầu chức năng đóng mở để loại bỏ phần thừa một cách hiệu quả.
Hình dạng hình học của chi tiết khiến việc loại bỏ hoàn toàn phần nhựa thừa bằng khuôn cắt trở trở trở nên khó khăn. Vì vậy, các phương pháp loại bỏ nhựa thừa bằng tay và dịch vụ cắt gọt theo yêu cầu là lựa chọn lý tưởng trong trường hợp này.
Bạn cần những chi tiết có kiểu dáng hiện đại, độ bền cao hơn và tuổi thọ dài hơn? Hãy chọn quy trình đúc khuôn, đòi hỏi phải có dụng cụ để sản xuất các chi tiết cuối cùng.
Quy trình thiết kế khuôn đúc cho sản phẩm đúc khuôn
Phần này sẽ mô tả quy trình thiết kế khuôn cho các dự án đúc áp lực cao. Quy trình này gồm năm loại chính:
Giai đoạn sơ bộ
Trước khi thiết kế khuôn, điều quan trọng là phải kiểm tra khả năng sản xuất của chi tiết bằng công nghệ đúc khuôn. Giai đoạn này bao gồm việc đánh giá tính khả thi của sản phẩm về mặt hình học và kích thước.
Hình chiếu kích thước : Cần phải biết kích thước của chi tiết và số lượng khoang cần thiết cho mỗi sản phẩm đúc. Điều này sẽ giúp xác định lực mở khuôn và thể tích của sản phẩm đúc. Việc nắm rõ các dữ liệu này sẽ giúp việc nghiên cứu tính khả thi trở nên dễ dàng hơn nhiều.
Góc nhìn hình học : Hình học của các chi tiết bao gồm việc vẽ đường phân khuôn. Đường phân khuôn chia khuôn đúc thành hai phần, cho phép dễ dàng mở khuôn và lấy sản phẩm đúc ra. Hơn nữa, bề mặt của các chi tiết phụ thuộc vào vị trí của chúng so với đường phân khuôn. Do đó, các bề mặt phải được thiết kế theo hướng mở khuôn.

Dung sai hình học của các chi tiết được trích dẫn trên mô hình 2D có thể khá khó sản xuất do sự co ngót gây ra bởi quá trình làm nguội kim loại. Số lượng chi tiết trích dẫn càng nhiều, càng khó đạt được giá trị chính xác trên sản phẩm đúc. Do đó, bạn có thể tiến hành thiết kế khuôn đúc ngay khi xác nhận được khả năng sản xuất của chi tiết.
Số lượng lỗ sâu răng
Để xác định số lượng khoang khuôn, bạn cần xem xét số lượng sản phẩm cần sản xuất, hướng của các khoang khuôn và thời gian chu kỳ giả định. Bằng cách này, bạn có thể quyết định lựa chọn tốt nhất giữa khuôn nhiều khoang hoặc khuôn một khoang.
Khi sử dụng khuôn nhiều khoang, cần nhớ rằng ngoài việc các giai đoạn đẩy sản phẩm ra và độ phức tạp của quá trình điền đầy tăng lên, quy trình sản xuất còn có thể bị ảnh hưởng bởi kích thước khoang và vị trí sản phẩm.
Khu vực chiếu
Diện tích chiếu là bề mặt thu được từ hình chiếu của các khoang trên mặt phẳng. Nó vuông góc với hướng mở khuôn. Diện tích chiếu là một thành phần quan trọng trong giai đoạn thiết kế. Nó liên quan đến lực mở từ kim loại nóng chảy lên thành khuôn. Kết quả là, độ mạnh của lực sẽ phụ thuộc vào hướng kích thước hình dạng. Lực quá mạnh sẽ gây ra hiện tượng tràn vật liệu, dẫn đến hình thành các gờ.
Do đó, bạn cần ước tính các lực sinh ra bởi kim loại nóng chảy để ngăn ngừa khuyết tật đúc này. Lực này là tích của áp suất máy cụ thể, diện tích chiếu và các hệ số an toàn được thiết lập trước. Hệ số này cung cấp một biên độ rộng hơn để giúp chống lại áp suất tối đa sau khi đổ đầy. Nhiều người gọi hiện tượng này là búa nước.
Máy sẽ truyền lực động và lực tĩnh ở cuối quá trình. Do đó, sẽ tạo ra một lực ép mà lực đóng của máy phải hấp thụ. Lực đóng này phụ thuộc vào kích thước hành trình và kiểu máy ép.
Thể tích và hình dạng của khuôn
Thể tích và hình dạng của khuôn là yếu tố thiết yếu trong thiết kế khuôn. Bên cạnh thể tích mong muốn, cần lưu ý rằng các chi tiết lớn sẽ bị co lại do thời gian làm nguội lâu hơn, làm tăng tỷ lệ co ngót. Do đó, cần phải tính toán kích thước các khoang khuôn cho phù hợp.
Hơn nữa, cần xem xét các biến số khác nhau ảnh hưởng đến kích thước khuôn cuối cùng. Các yếu tố quan trọng nhất cần xem xét là:
Kênh phun : Kích thước của kênh phun thay đổi tùy thuộc vào số lượng khoang và vị trí của các cửa phun và chi tiết. Hình dạng của kênh phun phải đáp ứng một số yêu cầu về động lực học chất lỏng. Ví dụ, các nhà sản xuất giảm tiết diện để kênh phun bám dính chính xác vào thành khuôn khi di chuyển theo hướng kim loại nóng chảy. Do sự co ngót, dòng chảy tăng tốc và chúng bị tách ra khỏi thành khuôn. Lớp ngoài mịn hơn sẽ ngăn ngừa sự nhiễu loạn, bẫy khí và các khuyết tật khác.
Kiểu đóng khuôn : Đóng khuôn kiểu mở/đóng là kiểu đóng khuôn đơn giản nhất. Kiểu này phù hợp nhất cho các sản phẩm có hình dạng đơn giản, dễ lấy ra. Tuy nhiên, nó không phải là lựa chọn tốt nhất cho các chi tiết có hình dạng phức tạp. Các sản phẩm có hình dạng phức tạp sẽ khó lấy ra, vì vậy nhà sản xuất cần tăng kích thước tổng thể của khuôn.
Sự hiện diện của các rãnh tràn : Rãnh tràn là những hố nhỏ được thiết kế ở các vị trí chiến lược trong khuôn đúc. Chúng rất quan trọng trong việc thu gom những giọt kim loại đầu tiên vì chúng thường nguội hơn những giọt tiếp theo. Nhờ đó, có thể tránh được các vết hàn nguội và các khuyết tật thẩm mỹ tương tự. Ngoài ra, rãnh tràn còn đóng vai trò là nguồn nhiệt, làm tăng nhiệt độ khuôn ở các khu vực quan trọng cho sản phẩm đúc cuối cùng.
Mô phỏng thông qua các chế độ bán thực nghiệm
Sau khi hoàn thành giai đoạn thiết kế ban đầu, giai đoạn tiếp theo là mô phỏng quá trình điền đầy khuôn bằng các phương pháp bán thực nghiệm. Mô phỏng này giúp tính toán phương thức điền đầy khuôn. Hơn nữa, phương thức này phụ thuộc vào chức năng của chi tiết đúc và quy trình điền đầy. Đối với các chi tiết có cấu trúc phức tạp, tốt nhất là nên chú trọng đến độ đặc chắc và khả năng chịu lực cơ học. Trong khi đó, đối với các chi tiết có tính thẩm mỹ cao, bề mặt hoàn thiện phải đạt chất lượng tốt nhất.
Các đặc tính có thể được thay đổi bằng cách điều chỉnh thời gian đổ khuôn. Thời gian đổ khuôn càng nhanh, chất lượng bề mặt càng cao, trong khi thời gian đổ khuôn càng lâu sẽ ảnh hưởng nhiều hơn đến độ bền của các chi tiết. Sau khi phân tích hoàn tất, sẽ dễ dàng nhận thấy liệu có bất kỳ vấn đề nào trong quá trình đúc hay không.
Thiết kế khuôn đúc nhôm bắt đầu bằng việc phân tích khả năng sản xuất, sau đó tính toán lực và kiểm tra các kênh phun. Việc tối ưu hóa và thiết kế các kênh này được thực hiện thông qua mô phỏng để biết chế độ điền đầy và phát hiện bất kỳ vấn đề nào. Sau khi hoàn thành thành công giai đoạn này, bạn có thể tiến hành sản xuất khuôn đã thiết kế.
Các yếu tố cần xem xét để chế tạo khuôn đúc hoàn hảo

Trước khi chế tạo khuôn đúc, cần lưu ý một số yếu tố để định hướng thiết kế khuôn đúc. Chúng bao gồm:
Bản nháp
Độ nghiêng khuôn là mức độ bạn có thể điều chỉnh lõi khuôn. Bạn cần độ nghiêng khuôn chính xác để lấy sản phẩm đúc ra khỏi khuôn một cách an toàn. Tuy nhiên, độ nghiêng khuôn không cố định, nó thay đổi tùy thuộc vào góc của thành khuôn. Do đó, các đặc điểm như loại hợp kim nóng chảy được sử dụng, độ sâu của khuôn và hình dạng của khuôn có thể ảnh hưởng đến toàn bộ quá trình.
Một yếu tố khác có thể ảnh hưởng đến độ nghiêng của khuôn là hình dạng khuôn. Nói chung, các lỗ chưa được ren cần phải được ren vì nguy cơ co ngót. Tương tự, các bức tường bên trong cần độ nghiêng lớn hơn các bức tường bên ngoài vì các bức tường bên trong có xu hướng co ngót.
Phi lê
Đường bo tròn (Fillet) là một mối nối lõm giúp làm mịn bề mặt góc cạnh. Bề mặt cong làm ảnh hưởng đến quá trình đúc, vì vậy các nếp gấp có đường bo tròn để tạo ra cạnh được mài nhẵn và hạn chế nguy cơ sai sót trong sản xuất. Mặc dù có một ngoại lệ đối với các đường phân khuôn, bạn có thể thêm đường bo tròn vào bất kỳ phần nào của khuôn.
Việc bo tròn cạnh sẽ làm tăng tuổi thọ của dụng cụ. Để đảm bảo độ nhẵn mịn liên tục, hãy bo tròn cạnh với bán kính không đổi. Hơn nữa, các dụng cụ có phần bên trong sâu sẽ cần các góc bo tròn lớn hơn.
Lời chia tay
Đường phân khuôn, còn được gọi là mặt phân khuôn, nối các phần khác nhau của khuôn lại với nhau. Nếu đường phân khuôn bị biến dạng do ứng suất trong quá trình gia công hoặc được đặt sai vị trí, vật liệu có thể lọt qua khe hở giữa các mảnh khuôn. Điều này có thể dẫn đến hiện tượng ghép nối không đều và quá mức.
Ông chủ
Các núm đỡ (boss) là những núm đúc khuôn dùng làm điểm tựa hoặc điểm lắp đặt trong các dụng cụ đúc khuôn. Các ngành công nghiệp sản xuất thường thêm một lỗ vào cấu trúc bên trong của núm đỡ để đảm bảo thành có độ dày đồng nhất. Việc đổ đầy kim loại vào các núm đỡ rất khó khăn, do đó, việc tạo gân và bo tròn là rất cần thiết để khắc phục vấn đề này.
Sườn
Các gân đúc khuôn giúp cải thiện độ bền vật liệu cho sản phẩm thiếu độ dày thành mong muốn. Vị trí gân được lựa chọn giúp cải thiện khả năng điền đầy và giảm trọng lượng sản phẩm. Nó cũng làm giảm sự xuất hiện của độ dày không đồng đều và nứt do ứng suất.
Lỗ và Cửa sổ
Việc có các lỗ và cửa sổ trên khuôn đúc nhôm cho phép tạo ra độ dốc đáng kể và dễ dàng tháo khuôn sau khi hoàn thành. Tuy nhiên, các tính năng như chống tràn, bộ cấp liệu ngang và chống tràn chảy ngược là cần thiết để ngăn chặn dòng chảy vật liệu và hiện tượng đúc thừa trong các lỗ. Các lỗ và cửa sổ là những yếu tố thiết yếu trong hình học thiết kế. Chúng ảnh hưởng đến dòng chảy của kim loại nóng chảy và đóng vai trò quan trọng trong chất lượng cuối cùng của sản phẩm.
Biểu tượng
Các nhà sản xuất luôn thêm logo sản phẩm hoặc tên thương hiệu vào thiết kế khuôn trong quá trình đúc khuôn. Một số sản phẩm đúc có thêm ngày sản xuất để phân biệt giữa các lô hàng. Mặc dù các ký hiệu không làm phức tạp quá trình thiết kế, nhưng chúng có thể làm tăng chi phí sản xuất. Logo nổi sẽ yêu cầu loại kim loại khác nhau cho mỗi sản phẩm được sản xuất, trong khi ký hiệu lõm sẽ yêu cầu lượng kim loại ít hơn.
Độ dày thành
Các sản phẩm đúc khuôn có thành mỏng, không có quy tắc cố định nào về độ dày thành tối đa và tối thiểu. Cần phải tạo độ dày thành đồng nhất trên toàn bộ chi tiết. Tính đồng nhất sẽ đảm bảo dòng chảy kim loại trơn tru khi điền đầy và giảm biến dạng do làm nguội và co ngót. Mục tiêu chính là để khuôn đúc được điền đầy trước quá trình đông đặc nhằm ngăn ngừa hiện tượng đóng nguội.
Chúng tôi cung cấp nhiều loại vật liệu, quy trình sản xuất và tùy chọn hoàn thiện bề mặt cho các chi tiết đúc khuôn của bạn. Bên cạnh đó, các chuyên gia của chúng tôi sẽ đưa ra những gợi ý sản xuất để đảm bảo bạn có được giải pháp hiệu quả nhất. Sau khi đặt hàng các chi tiết đúc khuôn, các đối tác sản xuất của RapidDirect sẽ sản xuất khuôn đúc hoàn hảo để tạo ra những chi tiết đúc khuôn tốt nhất. Hãy tải lên tệp thiết kế của bạn ngay hôm nay và nhận báo giá tức thì.